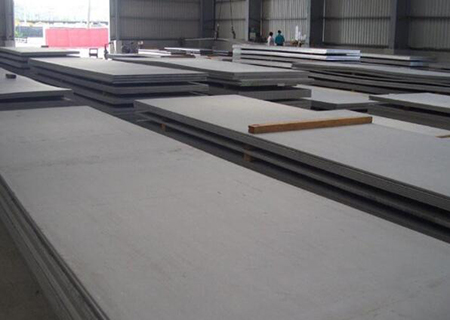
鋼(gāng)板生產廠家是將鋼坯或鋼(gāng)材(cái)加工成客(kè)戶想要的鋼板形狀,為了讓大家更好(hǎo)的理解其(qí)中的加工方式,由中(zhōng)厚鋼板生產廠家小編帶大家詳細了解一下蘭州鋼板加工性能(néng)特點(diǎn)。
點")
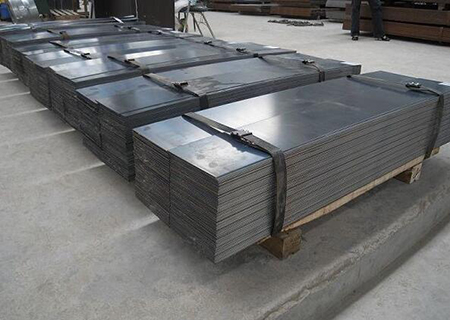
一、鑽銑加工
鋼(gāng)板鑽孔(kǒng)加工一般應選用高速鋼或陶瓷硬質(zhì)合金鑽頭。為了在批量鑽孔時(shí)實現高效和精準,可以使用高速合金鋼(HSS-E)或含鈷高速合金鋼(gāng)(HSS-Co)鑽頭。在蘭州(zhōu)鋼板(bǎn)銑削加(jiā)工過程中,應確保工件夾緊,建議使用寬矩銑刀,而平麵銑(xǐ)刀的材料可選擇硬質合金塗層或陶瓷合(hé)金等。端麵銑刀可以使用硬質合金(jīn)或含鈷高速合金鋼,盡量避免使用組合銑頭。平麵銑削鋼(gāng)板(bǎn)時,切削寬度應為銑刀直徑的75%-80%。
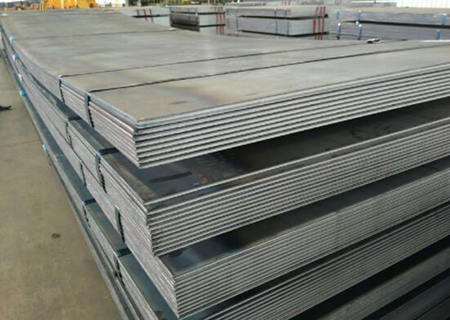
二、折彎加工
鋼板可以進行折彎加工,但折(shé)彎內徑和(hé)角(jiǎo)度需要嚴格控製。在對蘭州鋼板進行冷彎時,鋼板的強度越高,需要施加的彎曲力也越大,且回彈(dàn)力和回彈角度會增加,因此應選擇(zé)合(hé)適的上模直徑和下模開口度。為防止蘭州鋼板邊緣因加工硬化(huà)而導致的開裂,可以適當使用打磨機去除毛邊。從性能上看,蘭州鋼(gāng)板在縱向冷彎的效(xiào)果略優於橫向冷彎,因此(cǐ)在進(jìn)行相同彎曲(qǔ)角度的折(shé)彎時(shí),橫向彎曲的內徑會稍大一些。這裏的縱向指的是(shì)鋼板的軋製方向與折彎(wān)機衝頭長度方向垂直。
為防止(zhǐ)
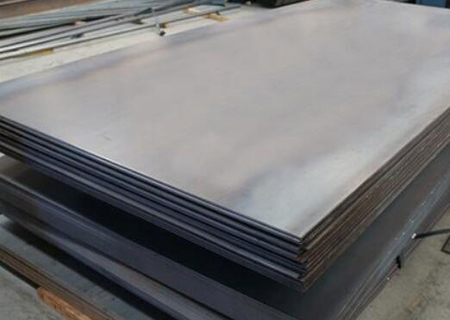
蘭州鋼板邊緣(yuán)因加工硬化(huà)而發生彎曲或(huò)裂裂,可(kě)以適當地使用打磨機去除毛邊。
鋼板在縱(zòng)向冷彎方麵的性能稍優(yōu)於橫向冷彎。因此,蘭州鋼板在進行相同(tóng)彎曲角度的折彎時,橫向(xiàng)彎(wān)曲(qǔ)的內徑應該略微增大。這裏的縱向是指鋼板(bǎn)的軋製方向與折彎機衝頭的長度方向垂直。






 當前位(wèi)置:
當前位(wèi)置:

 熱門推薦
熱門推薦